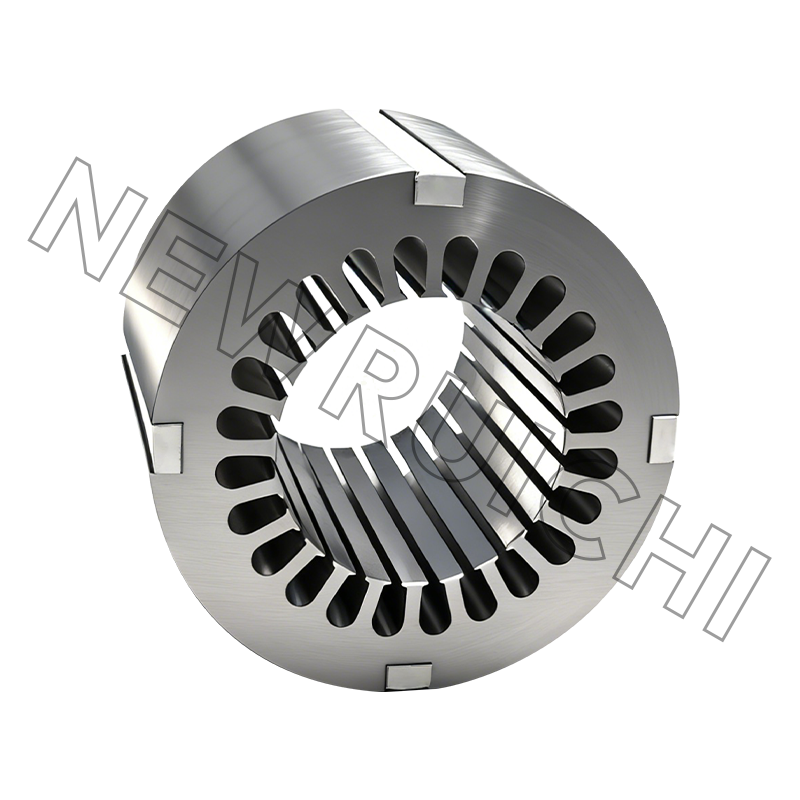
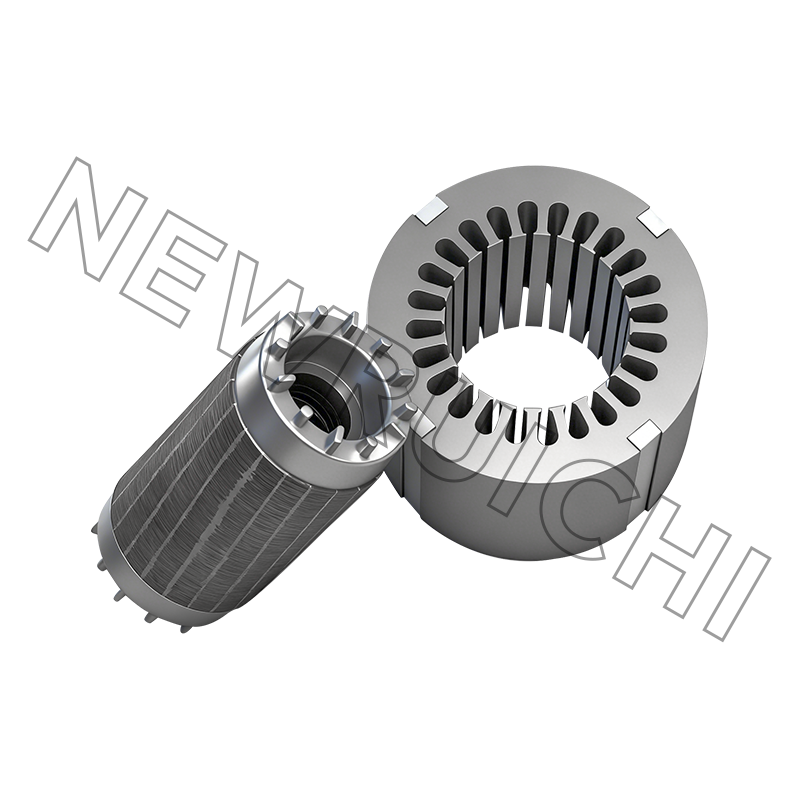
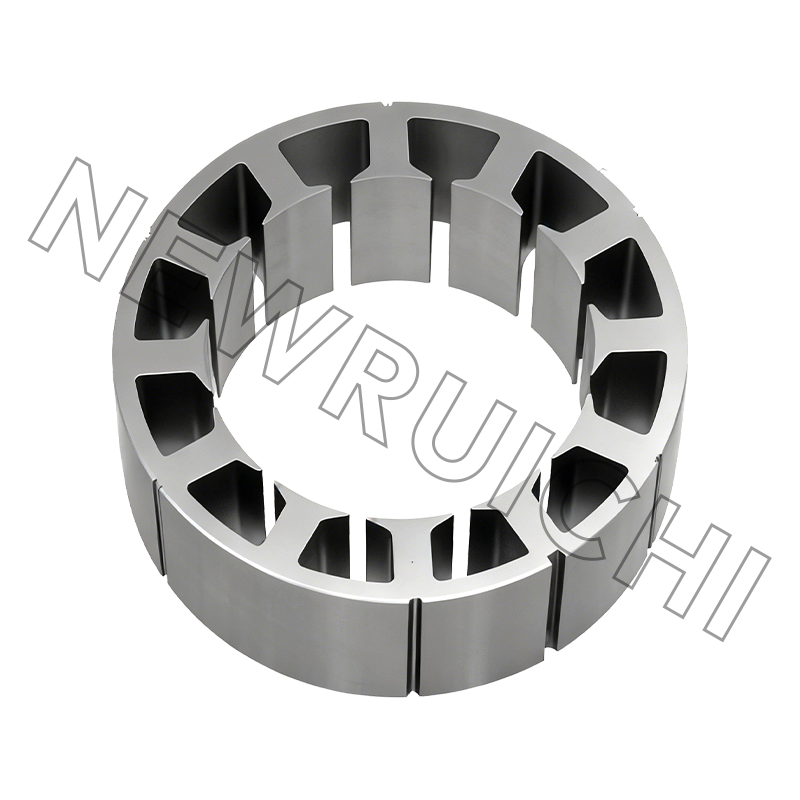
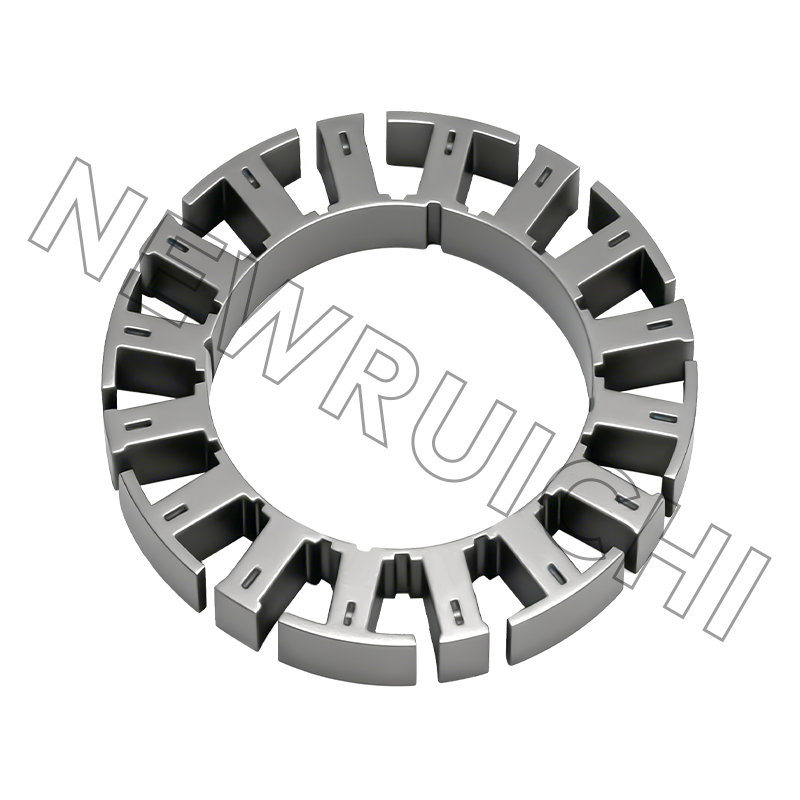
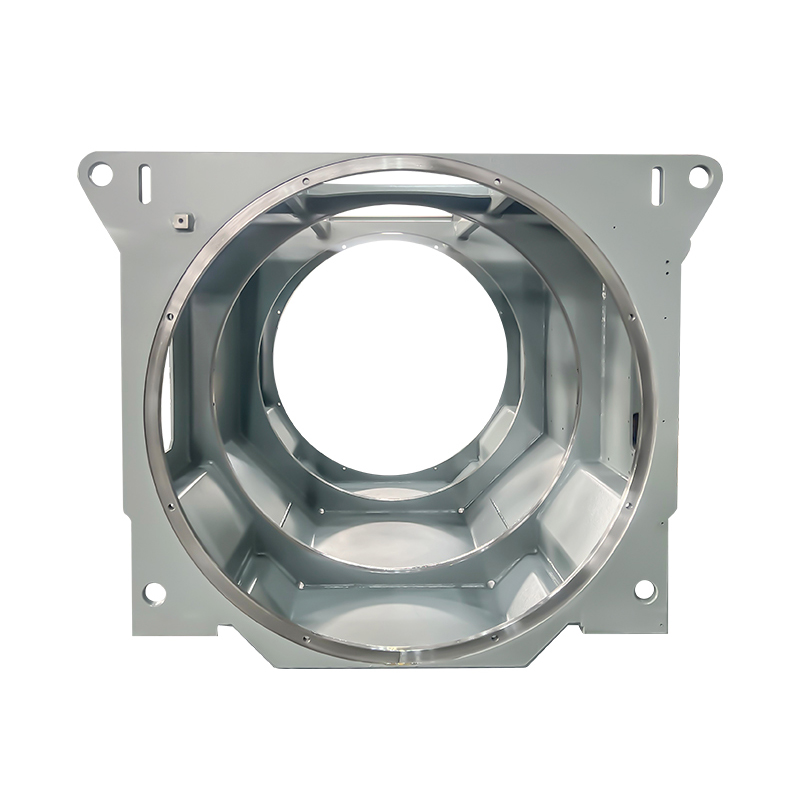
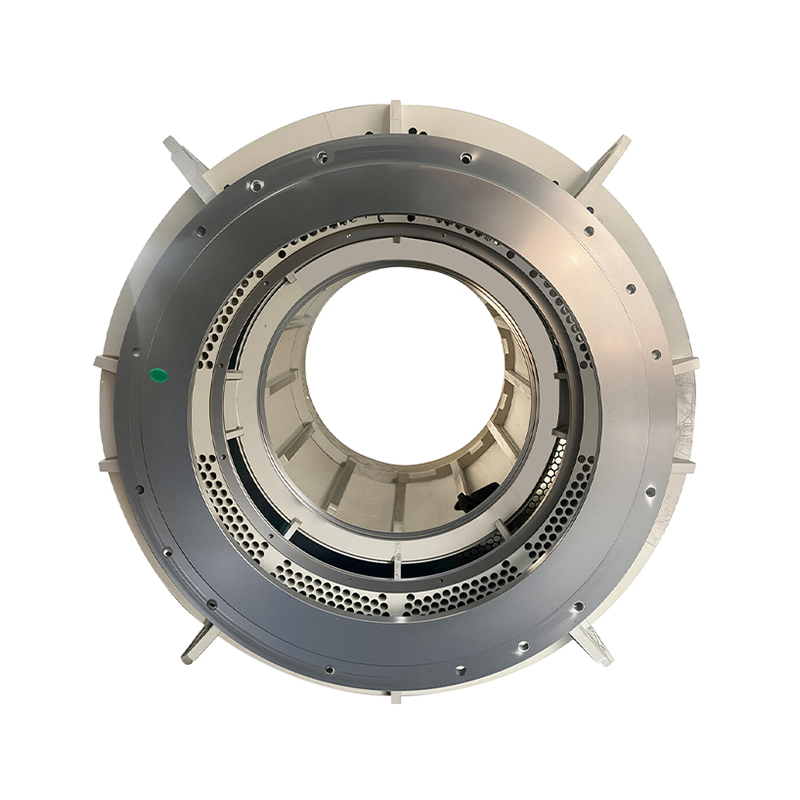
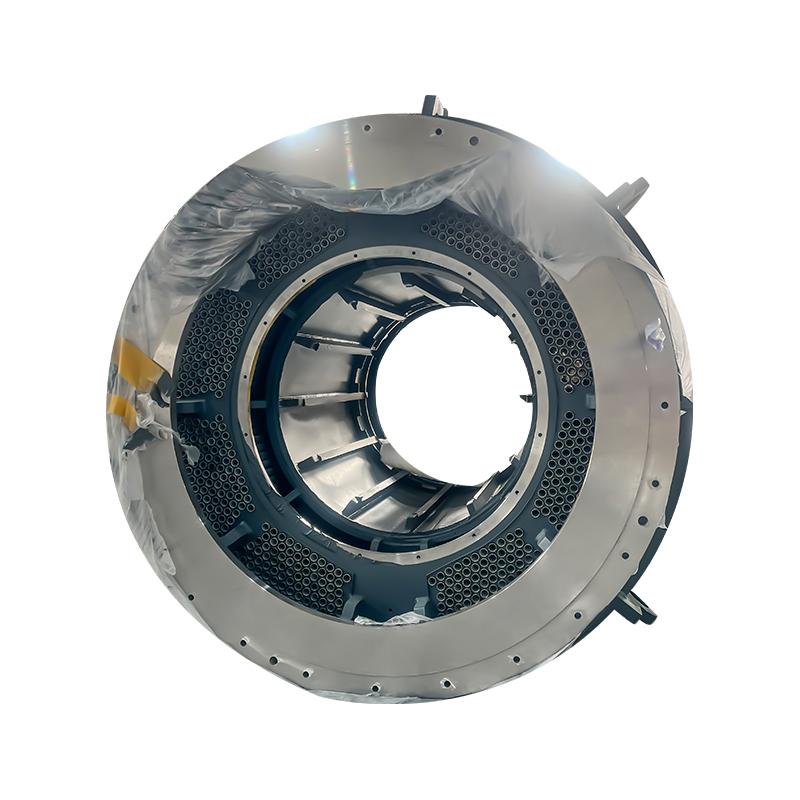
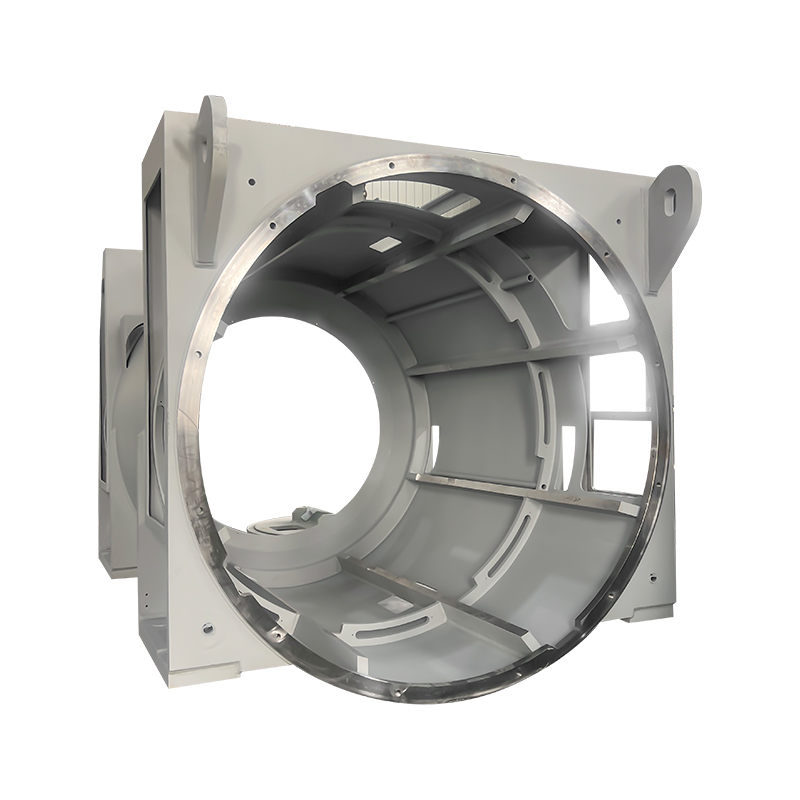
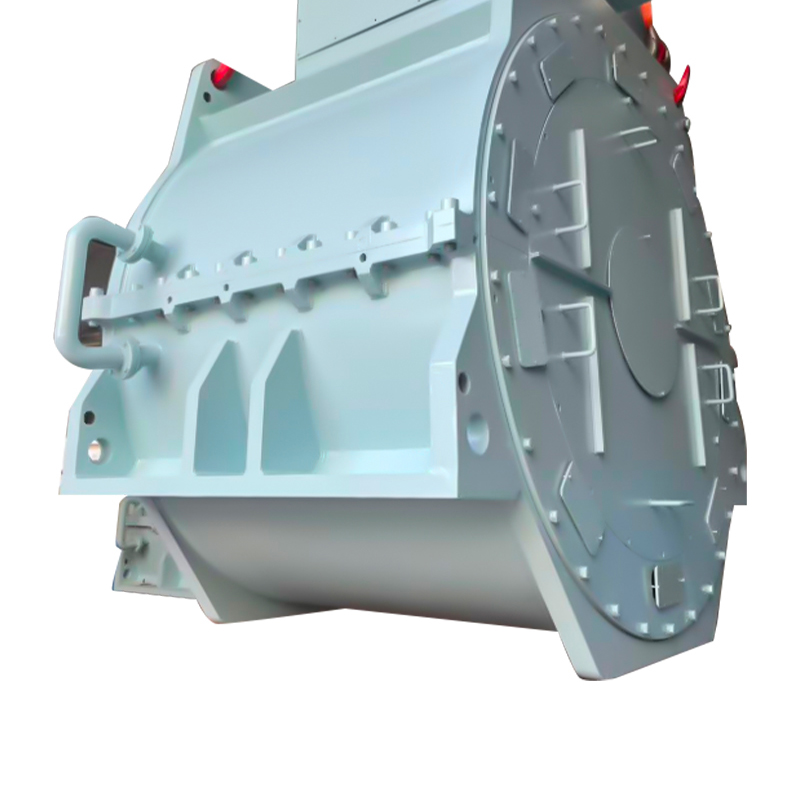
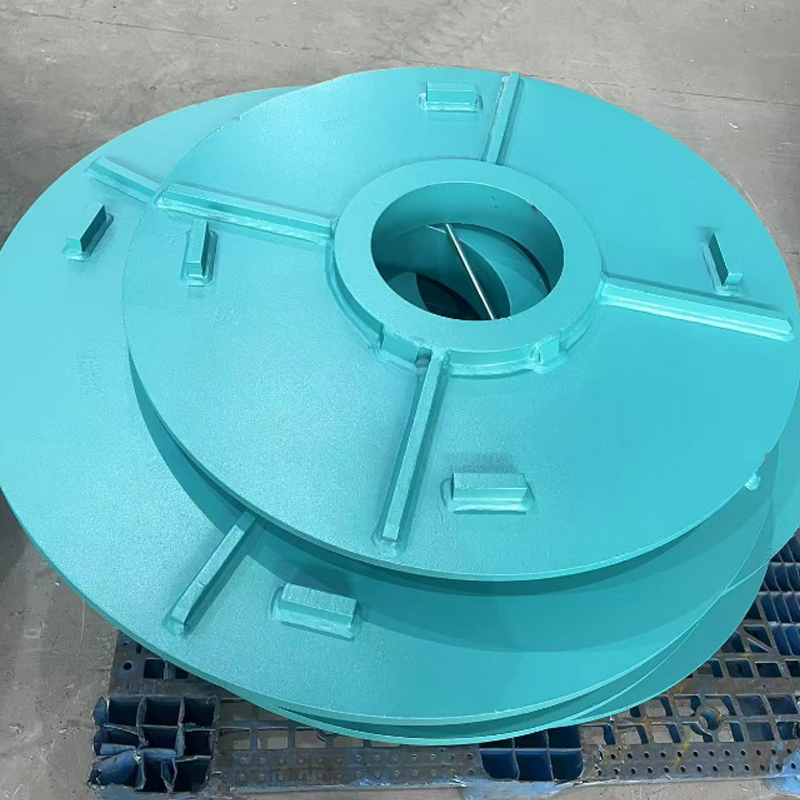
মোটর স্টেটর কোর বৈদ্যুতিক মোটরমিন এবং ল্যাপটেশন ব্যাখ্যা করা হয়েছে
নতুন রুইচি পণ্য


Cailiang পণ্য


![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() টেলিফোন/ফোন:
+86-18861576796 +86-18261588866
টেলিফোন/ফোন:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
কপিরাইট © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
স্টেটর এবং রটার কোর প্রস্তুতকারক
